




- 品牌:1837
- 型号:2243
- 类型:高速铣头
- 通用特性:光学
- 主轴圆锥孔号:4503
- 外形尺寸:8489mm
- 重量:7202kg
车削细长轴时,由于工件刚性差,刀具几何形状对工件产生的振动非常敏感。如果车刀的几何形状选择不当,也不可能得到良好的效果。选择时主要考虑以下几点。
1.为了减少切削力,减少细长轴的弯曲,车刀的主编角取75°~93°。
2.为了减小切削力,应该选择较大的前角,取15°~30°。
3.车刀前面应该磨有R1.5~3的断屑槽,使切屑卷曲折断。
4.选择负的刃倾角,取-3°~-10°,使切屑流向待加工表面。另一方面,车刀也容易切入工件,并可减少切削力。
5.刀刃粗糙度要高,并要经常保持锋利。
6.为了减少径向切削力,刀尖半径应选得较小(R﹤0.3mm),倒棱的宽度也应选得较小。
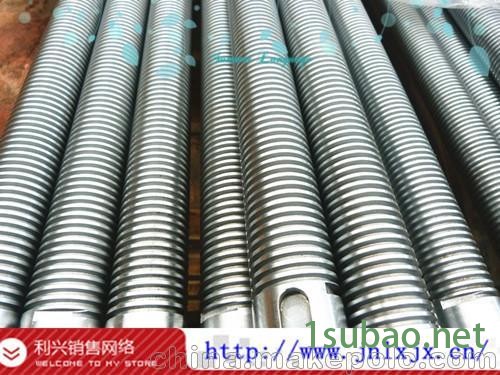
丝杠车刀的选择
车削端面和台阶,通常使用90度偏刀和45度刀,安装时应特别强调刀尖要严格对准工件中心,否则会使工件端面中心留有凸台,甚至出现刀尖崩刃。
用45度刀车端面,可采用较大背吃刀量,切削顺利,表面光滑,大小平面均可车削,应用较多;
用90度左偏刀从外向中心进给车端面,适合车削尺寸较小的端面或一般的台阶面;用90度右偏刀从中心向外进给车端面,适合车削中心带孔的端面或一般的台阶端面;用左偏刀车端面,刀头强度较好,适宣车削较大端面,尤其是铸、锻件的大端面。
当丝杠作为主动体时,螺母就会随丝杠的转动角度按照对应规格的导程转化成直线运动,被动工件可以通过螺母座和螺母连接,从而实现对应的直线运动。