




- 品牌:其他
- 型号:1525
- 类型:其他
- 通用特性:电动
- 适用机床:车床
- 材质:铍青钢
- 承载量:大负荷型
- 镶硬质合金:其他
- 圆锥柄号:6052
- 最大外径:8189mm
- 总长:4075mm
- 重量:3740kg
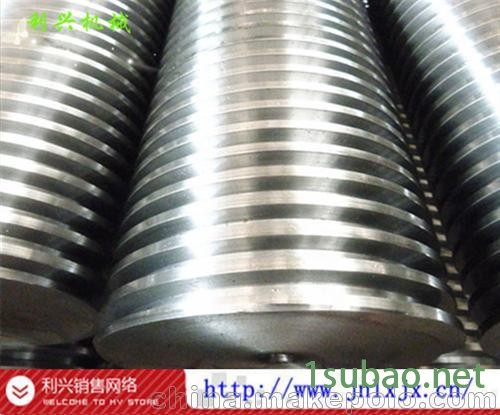
调质钢丝杠有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含 碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如 含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量 控制在 0.30~0.50%。 调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为 主的显微组织。通过高温回火,得到以均匀回火索氏体为主的显微组织。小型工 厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达 到该材料的淬火硬度,回火后硬度按图要求来检查。 工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实 施工艺提些看法。
丝杠车削的基本方法
车台阶外圆车削的步骤和方法
相邻两圆柱体直径差值小于2mm的低台阶可采用90?偏刀一次进给车出。直径差大于2mm的高台阶宜用两把车刀分几次车削,先用一把主偏角小于90?的车刀粗车,用几次进给来完成。台阶长度的控制,一般用车刀刻线痕来确定。具体有三种方法:一种是用刀尖对准台阶端面时,记住该处大拖板的刻度值(或将刻度调到“0”,再转动大拖板手柄将车刀移到所需长度处,开车用车刀划线痕。另外两种方法是用钢尺或深度卡尺量出待车台阶长度,再将车刀尖移至该处,撤走钢尺或深度卡尺,开车用刀尖划痕。对于批量生产的长度控制可以用样板或行程挡块来控制。
丝杠径向切削力相互抵消,清除了细长丝杠切削容易变形的缺陷。同时精车刀的负后角形成的刀面对工件产生摩擦,使之起到一定的压光作用,改进了表面质量,提高了劳动生产效率。细长丝杠由于其长径比较大、散热性能差,车削细长丝杠不仅生产效率很低,而且质量不易保证。所以,为了提高劳动生产效率和工作质量,提出解决车削细长丝杠难题的方法。但必须针对具体情况和不同要求单独或混合采用,才能达到预期的效果