 客服热线:
客服热线:






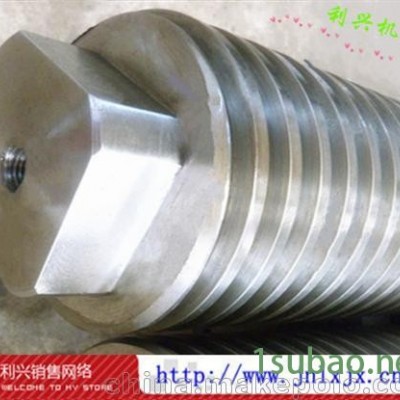







梯形丝杠标准、利兴机械
- 品牌:7571
- 型号:7582
- 类型:刀盘
- 适用机床:皆可
- 通用特性:高精度
- 中心高:9807mm
- 重复定位精度:6427mm
- 外形尺寸:7947mm
- 重量:8663kg
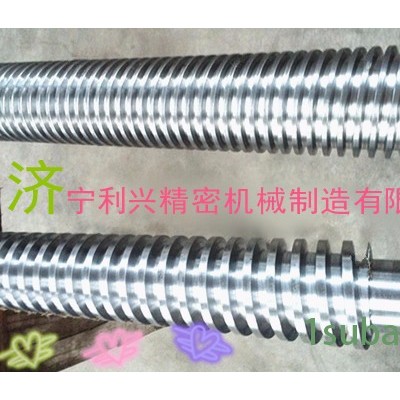
丝杠螺母是分为单螺母和双螺母,一般单螺母的承载负荷是没有双螺母大,使用周期也没有双螺母寿命长,在以后的保养和维护也没有双螺母方便。
但是现在有好多厂家选用的是:偏移导程的预压方式,增加钢珠循环圈数,加长螺母的使用长度,但这个和双螺母的负载差不多,但是长久使用寿命和精度不如双螺母的好,但是厂家在加工的过程当中,大大节约了加工的成本,减少了零件数,就相当于减少加工的各个环节,所以成本就会很低。
所以选型要根据设备的要求,满足做设备的条件,才是好的,不要盲目追求高精度,高负荷的丝杆,会对机器的成本增加很多,丝杆的一个级别价格就会相差好多。
这是本人长期销售和维修丝杆,所得到的一些见解,希望能对于你有所帮助。
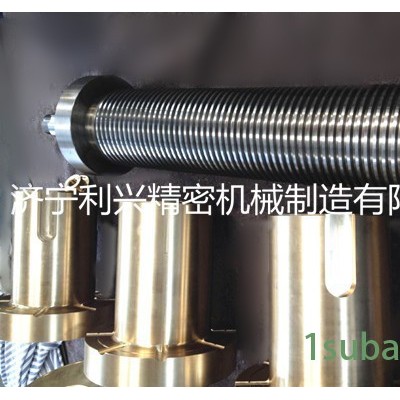
丝杆也是一个看似简单的传动件,也是复杂的加工工艺在里面。
所以一些有实力的厂家,济宁利兴精密机械有限公司对丝杆的螺母负载,和螺母的长度会要严格的要求。
45 钢丝杠的调质 45 钢丝杠是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源 广,所以应用广泛。它的最弱点是淬透性低,截面尺寸大和要求比较高的工件 不宜采用。 45 钢淬火温度在 A3+(30~50) ℃,在实际操作中,一般是取上限的。偏高的 淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的 奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温 时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长, 也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。我们认为,如装炉 量大于工艺文件的规定,加热保温时间需延长 1/5。 因为 45 钢淬透性低,故应采用冷却速度大的 10%盐水溶液。工件入水后,应 该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为 当工件冷却到 180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所 致。因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。由于出水温度 难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更 好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止 的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚 至开裂。 45 钢调质件淬火后的硬度应该达到 HRC56~59,截面大的可能性低些,但 不能低于 HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体 甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。 45 钢淬火后的高温回火,加热温度通常为 560~600℃,硬度要求为 HRC22 ~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬 度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强 度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、 插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我 们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一 般工件回火保温时间总在一小时以上。
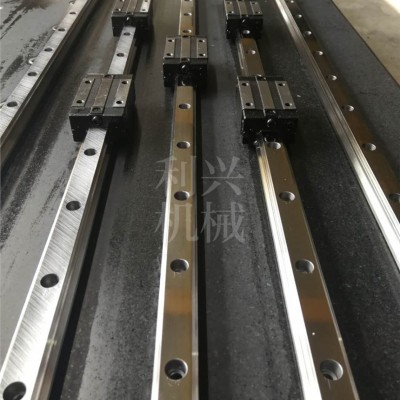
普通丝杠螺纹也称连接丝杠螺纹,按照计量单位的不同可分为米制丝杠螺纹和公制丝杠螺纹和英制丝杠螺纹,3种。按照丝杠螺纹大小可分为粗牙丝杠和细牙丝杠,按照线数的多少可分为单线丝杠螺纹和多线丝杠螺纹,按照丝杠螺纹的结合形式及用途的不同,将普通丝杠螺纹分为三类:紧固丝杠螺纹,紧密丝杠螺纹,传动丝杠螺纹等。









