客服热线:
客服热线:








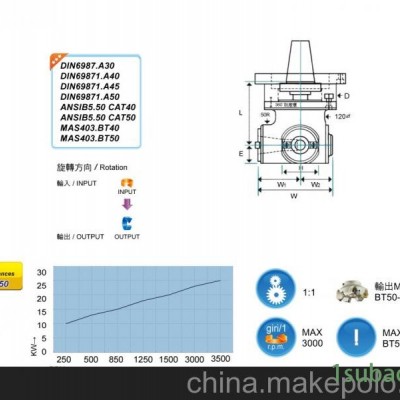


供应CH品牌BT50-L215WF横向铣头 90°角度头,强力型重切削
- 型号:BT50-L215WF
- 品牌:CH
- 通用特性:高精度
- 类型:角度铣头
- 外形尺寸:215mm
- 主轴圆锥孔号:BT50
- 最高转速:3000转
- 重量:58kg
- 齿轮比:1:1
- 最大夹刀:250mm
|
|
|
|
|
|
|
|
|
|
|
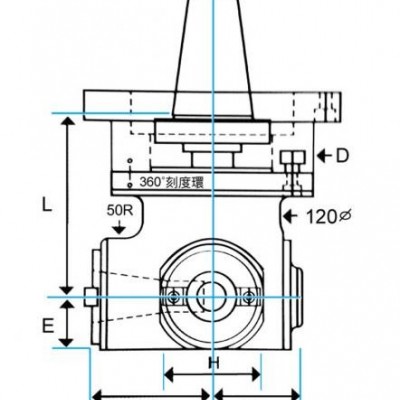
SIZE TYPE | A | T | L | D | E | W | W1 | W2 | H | H1 | H2 | 最大面 铣刀盘 | 齿轮 比数 | 最高转速 | 铣头重量 (KG) | 含法兰重 (KG) | 最大攻丝 |
L250WF | BT-50 | B/NT-50 | 250 | 250 | 70 | 325 | 188 | 137 | 176 | 88 | 88 | Φ250 | 2:3 | 1500rpm | 58 |
| M50 |
L290WF | BT-50 | B/NT-50 | 290 | 175 | 85 | 325 | 188 | 137 | 176 | 88 | 88 | Φ250 | 2:3 | 1500rpm | 79 |
| M50 |
理想加工
·齿排、蜗杆、侧面钻孔、钢性攻牙、搪孔、上下左右铣、模具侧雕、手动快速换刀柄。
综合中心加工机械90度头及设限机具装设操作法
1.关开机动作Z.X.Y.A回机械原点。
2.MDI操作主轴定位(M19)。
3.寻找扣刀方向,转置定位块位置(不妨碍刀臂扣刀方向位置)。
4.刀把定位块,半固定于主轴,轴承盖(预留螺丝孔位置勿锁紧)。
5.调整刀把定位柱及把卡沟方位(对正主轴卡挡块及定位柱方位)。
6.手动上刀,并对准定位块孔及主轴卡块,使刀把入刀仓就绪完毕。
7.将定位块2支螺丝锁紧固定(完成定位块固定中心距)。
8.将刀把定位环沟校队,对正定位弹梢片并锁固120 X止负螺丝2只。
9.校正机具加工方向机机具垂直度(并锁固定位柱环座螺丝使方位固定)。
10.手动退刀、上刀、看弹梢是否入定位环沟(须一手接刀把或2人操作并测试数次,是否对正弹入定位环沟,行使ATC是才无误)。
11.手动将刀把上主轴刀仓,并消除主轴定位(手动按off).
12.手动、刀把夹头及主轴是否可选择(可选择代表主轴弹梢分离正常,如不能旋转,代表弹梢分离不正常,不得续做下节动作,请检查是否因定位块太长或太短)。
13.以上测试完毕,即可先行以低速档测试转速(s200)。
14.低速档测试完毕后,再以增量方式进行转速高档速。
15.手动、分段行使ATC测试(依机械厂牌行使)。
16.后续动作,自行运作。
作为台湾CH在大陆华东地区总代理,余姚麦斯特优惠供应CH全系列角度头,制品保障,技术全面,专业致力于为客户解决疑难问题,提高功效。
感谢您的信任!
欢迎登入本公司网站,www.yymst.com,查看产品详细资料!