客服热线:
客服热线:















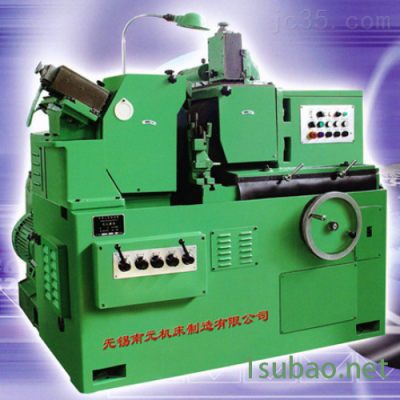


M1050A无心磨床_南元机床集团
- 品牌:2444
- 型号:5176
- 类型:高速铣头
- 通用特性:精密
- 主轴圆锥孔号:1517
- 外形尺寸:5601mm
- 重量:3665kg
商品详细介绍
1.机床概述:
本公司在消化吸收国内外众多机床的基础上开发的新一代数控无心磨床,精度高,刚性好且造型美观大方,操作调整方便。性价比高。
{精}主要用途和特征
{长}机床的主要用途
{长}本机床采用砂轮架固定,导轮架移动的布局方式,主要用来对精度和要求高表面质量的各种卷类、轴类零件的外圆柱面进行通磨。切入功能的还可对各种阶梯、锥形和圆形回转体表面进行半自动切入磨削,机床适宜于小批和成批生产中应用。
机床主要特点
(1)、床身为整体浇注,结构合理刚性好。床身上设置专用的冷却水通道,有效减少了床身的热变形,稳定性能好。
(2)、砂轮为悬臂式结构,更换砂轮方便。砂轮主轴采用多片式轴瓦动压油膜轴承,轴瓦为球头支撑,能自动调整位置,承载抗震性好,吃力大寿命长。砂轮宽200㎜。
(3)、导轮为悬臂式结构,更换导轮方便,导轮主轴轴承为1:30整体式滑动轴承,承载能力大、精度高。导轮宽200㎜。
(4)、导轮调速采用交流变频无级调速,电气控制系统采用数控系统控制。
(5)、导轮架进给采用伺服电机带动高精密滚珠丝杆,进给导轨为平V型贴塑卸荷导轨,接触面积大刚性好,抗震性能好。进给灵敏,磨损小寿命长。
(6)、单轴时砂轮、导轮修整器往复均采用油缸驱动。
(7)、两轴时砂轮修整器进给和往复均为钢导轨结构,修整进给为伺服电机滚珠丝杆驱动,进给灵敏经久耐用。修整往复为减速电机拖动,速度变频调速。导轮架可以自动补偿修整器的修整量。
(7)、三轴时砂轮修整器进给和往复均为钢导轨结构,伺服电机滚珠丝杆驱动,进给灵敏经久耐用。可实现插补修整,用于仿形切入磨削。导轮架可以自动补偿修整器的修整量。
(8)、本机床为模块化设计,机床还有一些上下料结构的模块,能实现如水泵轴,皮辊芯轴,减速机轴,十字轴,气门钉等零件的自动或半自动磨削。用户可根据自己的需要进行配置选购一些专用附件。
?数控无心内孔磨床的优势
数控无心内孔磨床是一种高精度、高效率的内圆磨床,加工范围一般在φ10-120mm,精度可达到微米级别。数控无心内孔磨床一般采用滑块和吸盘的方式对工件进行装卡。对于不同工件的加工只需更换吸盘、支撑体、砂轮轴等部件就可实现全规格、全种类零件的加工。可加工各种类型工件如空调压缩机活塞、轴承套圈、汽车零部件等等。
1、高效率、高精度加工
提供机床、砂轮、滚轮和磨削工艺全套解决方案,针对不同工件的特点优 化工艺系统配置,将磨削性能发挥到点,并能连线实现全自动加工,满足高效率和高精度要求。
2、性能稳定、可靠性高
数控无心内孔磨床可实现在线主动测量,能自适应控制磨削和修整并拥有防碰撞功能。
3、可操作性强、便于生产管理
可示教的中文对话式操作界面,即便没有经验的人也很容易掌握,机床内置更换机种维护步骤,新手也很容易进行维护与更换,各 部分操作符合人性化要求,可联网的生产管理系统,自动统计生产数据,方便企业进行数据统计。
{精}本机床为三轴数控无心磨床,具有高精度、高效率、高稳定性的特点,用于各种圈类,轴类零件的圆柱面以及对各种阶梯、圆锥面进行磨削。配备全自动专用上下料以后可实现全自动的切入磨削,同时具有自动补偿、自动修正砂轮等功能。
{精}机床机构特点及性能
{精}机床采用PLC控制,实现机床的逻辑动作和伺服进给控制,用户可以根据自己需要编制工作程序,设定磨削参数,具有故障自诊断功能。
砂轮主轴、导轮主轴均采用滚动轴承的结构形式。
进给系统采用伺服电机驱动,通过减速箱和预紧滚珠丝杆螺母来推动进给滑板,进给导轨为双V型滚针导轨。
导轮主轴采用交流交频调速装置。
砂轮修整器的进给和往复均采用伺服电机驱动预紧滚珠丝杆的形式,能实一插补和跟踪补偿功能。
导轮修整器采用调速往复运动,进给为手动。
机床主要参数
磨削直径 φ5~160mm
磨削长度 切入磨240mm
磨削轮规格 P600X250X305mm
导轮规格 P350X250X203mm
磨削轮线速度 35m/s
导轮转速 10~300r/min
导轮回转角 垂直面内 -2°~5°
水平面内 -1°~3°
进给小量 0.001mm
机床总功率 40KW
机床外形尺寸 3200X1200X1890mm
工作精度
圆度 2μm
圆柱度 3μm
粗糙度 0.32μm